力量檢測儀器
產品不良率困境:
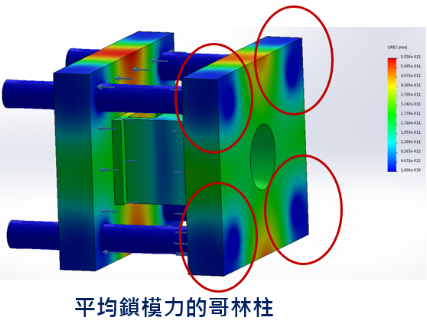
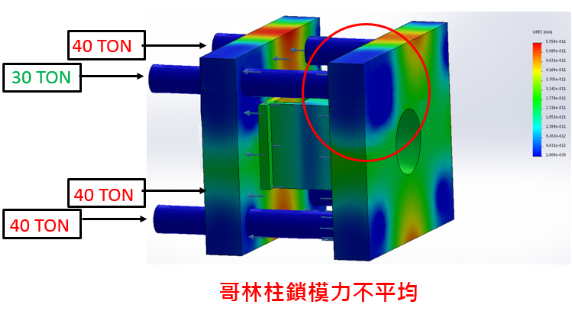
目前射出成形不良品,如出毛邊,不良率偏高或壓鑄金屬液體溢出,導致生命危脅。追究原因,大部分都來自於模具公母模接合面(PL面)的問題,若先排除模具本身密合度是沒問題的,那麼大部分的問題都來自於壓鑄機或射出機的四支哥林柱(Tie Bar)力量不平均,而導致公母模具PL面承受力也不平均。 |
|
|---|

|
||
|---|---|---|
發展史:
就目前注塑機廠商普遍存在一些共同的問題,就是機台的鎖模力出力有可能已經不平均;機器設定的鎖模力跟機台實際的出力大小有一些落差,所以會導致機台在生產過程中都是以高負載甚至是超負載的狀況下進行產品生產流程;但是在這種條件下成型的產品會伴髓一些問題,那就是會造成機器更耗能源以及提高機台的歌林柱斷裂的風險,相對模具也會損壞,鎖模力過大時也會導致模具的排氣不良等種種因素,影響機台使用度和成品精度等問題。有鑑於此,如何讓注塑機歌林柱平均受力,且快捷、準確的方法,取代傳統量錶耗時的校驗,運用更靈敏的校驗技術來提升效率。「鎖模力量測技術」利用金屬因外力造成結構的形變,藉由感測器偵測其形變大小所產生之--微弱訊號,再經由放大與訊號補償,進而量化成準確有用訊號。另外結合感測器治具設計技術,達到量測重現性(再現性)小於 0.5%。精準掌握設備鎖模力變化,奠定智慧化技術發展之基石,改善產品品質良率的增加,減少傳統檢測方式時間70%以上。
傳統校驗方式:
|
|---|
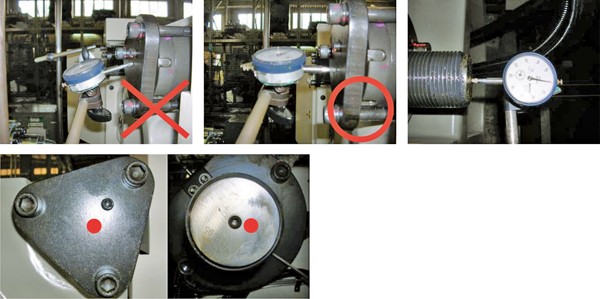 |
目前傳統的哥林柱調整方法(如上圖),須利用量表垂直頂住其中一支哥林柱軸心中心點,啟動關模動作來測量哥林柱的變形量。且必須四支哥林柱前後端都必須測量後(共8個點),才能大約了解每支哥林柱所承受的鎖模力(精確度非常有限)。調整一支哥林柱,其他三支哥林柱因平均受力問題必定影響其他哥林柱,無法一次性觀察所有哥林柱的數據,調整時間費時費力。 |


新產品改良已問世
| 宇準開發容易使用的鎖模力測量儀器:型號 YU CD4 | ||
|---|---|---|
高精密拉伸力傳感器,為最新一代研製產品,完整、精密而且快速的測量方法採直覺式測量方法,傳感器感測元件帶有2個超強磁鐵附著於哥林柱並測量撓度(變形量)補償拉力的延伸或負荷。專用的拆卸工具兼水平儀輔助校正系統,傳感器快速定位於哥林柱的量測面,提高精確度。最佳手持感測儀的曲線弧度與美觀刻紋以符合人體工學之握持與調整。隨附的拆卸工具可快速、省力、安全方便的卸下傳感器。 |
 |
|
 |
||
鋁箱包裝設計,提攜方便,易於收納,精心的設計,讓讓傳感器輕量化且提高了絕對精度。而所有的傳感器都是可以互換的。 |
||
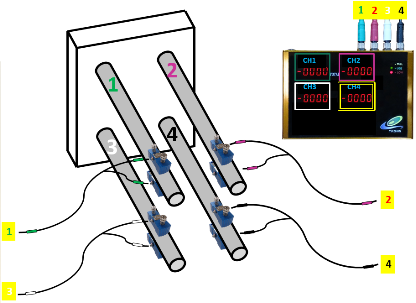
每支哥林柱磁吸2個對應180度傳感器,分別接入專用顯示器,採直覺式測量方法,一目了然每支哥林柱的位置、數據等。在於調整哥林柱時更是方便,尤為對於調整一支哥林柱而影響其他哥林柱問題,相對提升了調整的時間,並且顯示精準的數據,以及平均後標準的參考數據,提供調整。 |
||
 |
 |
|
使用專屬的拆卸工具兼水平校正儀,更方便安裝與安全的拆卸。 |
||
使用8個CD4傳感器於哥林柱,顯示個別哥林柱數據/平均應變量(變形量) /Tons、kN總和。可輸入各種Ø徑計算,微型調整,顯示應變量(µƐ)可選擇增加小數點一位(0.0001mm)。並有開模手動Reset,確保每一模的數據的再現性都是精確的。專業的全功能4Port顯示器,帶有鋰電池充電系統及電壓指示,充電10分鐘即可使用。 |
 |
|

市場分析:
|
|||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
成本考量1.國外相關零組件價格偏高,不易購得。2.國外產品無法客製化處理。3台灣製維修價格便宜並時效性佳。 |
|||||||||||||||||||||||||
競爭力目前國內產品,質量上的要求愈趨提升,價格競爭力與未來公司發展息息相關,在市場的永續經營理念上,如何將成本轉化成為最大商業利益,製造業最重要一環,,就是工時和良率。多家廠商已使用本司量測儀器,監測產品加入生產序列中,如相關連結。台灣市場出貨與維修已佔95%市佔率。全球所有市場的鎖模力感測器,任何廠牌我們皆可維修,技術上維修售後服務亦有保障。 | >
